K集團(tuán)多品種小批量零件生產(chǎn)質(zhì)量管理思考
時(shí)間:2022-07-31 來源:51mbalunwen.com作者:vicky
本文是一篇生產(chǎn)管理論文,本文所得對(duì)結(jié)論主要為:首先運(yùn)用QC七大工具,分析了目前存在問題的主要缺陷。其次采用魚骨圖的方法對(duì)主要缺陷進(jìn)行了分析,找出了根本原因。再次從人、機(jī)、料、法、環(huán)五個(gè)維度考慮了改進(jìn)方案。并重點(diǎn)采用了統(tǒng)計(jì)技術(shù)對(duì)過程進(jìn)行數(shù)據(jù)化分析。
1 緒論
1.1 研究背景
制造業(yè)是我國經(jīng)濟(jì)的重要產(chǎn)業(yè),是國家繁榮富強(qiáng)的基礎(chǔ)。沒有強(qiáng)大的制造業(yè)就不可能有高速發(fā)展的國民經(jīng)濟(jì)。現(xiàn)代制造業(yè)的發(fā)展主要經(jīng)歷了下面幾個(gè)階段:首先是結(jié)合電氣化、標(biāo)準(zhǔn)化流水線技術(shù)開創(chuàng)的自動(dòng)化制造技術(shù),該技術(shù)帶來了批量的產(chǎn)品生產(chǎn)方法,即所謂的大批量。自動(dòng)化技術(shù)的繁榮主要是當(dāng)時(shí)的市場(chǎng)中大量缺乏相應(yīng)的產(chǎn)品,人們對(duì)產(chǎn)品對(duì)個(gè)性化要求不高,或者基本沒有。然后是以數(shù)控制造技術(shù)為核心的集成制造技術(shù), 之后是以信息技術(shù)為核心的柔性制造技術(shù)和以虛擬技術(shù)為核心的數(shù)字化制造技術(shù)。 21世紀(jì)以后隨著我國經(jīng)濟(jì)的發(fā)展,生活水平的顯著提高,人們的需求發(fā)生了重大變化,消費(fèi)者的需求趨向多樣化,追求個(gè)性化,特色化,形成不同的需求,市場(chǎng)必須提供不同種類的產(chǎn)品來滿足消費(fèi)者,因此新的特色產(chǎn)品和服務(wù)持續(xù)更新迭代,企業(yè)必須根據(jù)市場(chǎng)需求研發(fā)新的產(chǎn)品,更新生產(chǎn)模式,高效地、快速地、生產(chǎn)出客戶所需個(gè)性化產(chǎn)品[1]。為了贏得市場(chǎng)需求、贏得用戶認(rèn)同就必須改變傳統(tǒng)的大批量生產(chǎn)方式,使之轉(zhuǎn)變?yōu)殪`活多變的,柔性的小批量多品種的生產(chǎn)模式,因此多品種小批量的生產(chǎn)模式也就慢慢的受到各類企業(yè)的采用。截止目前,全世界這種模式生產(chǎn)的企業(yè)大約能有60%以上,更甚者在我國的機(jī)械制造業(yè),這一比例能達(dá)到75%以上。據(jù)不完全統(tǒng)計(jì),美國、日本等發(fā)達(dá)國家的制造業(yè)中,采用多品種小批量生產(chǎn)模式的比例約在85%左右,國際上的加工制造業(yè)中采用多品種、小批量生產(chǎn)模式的比例要多于日,德,美等發(fā)達(dá)國家。企業(yè)要采用這種多品種小批量的生產(chǎn)模式,必不可少的需要釆用柔性化生產(chǎn)線,快速,靈活的響應(yīng)市場(chǎng)需求的不斷變化,因此柔性制造模式將更能進(jìn)一不步滿足現(xiàn)代制造業(yè)這一需求。伴隨產(chǎn)品種類的不斷增多,生產(chǎn)線將改變的更加復(fù)雜,必然會(huì)對(duì)產(chǎn)品的質(zhì)量管控要求變得更加復(fù)雜,相應(yīng)的增加了質(zhì)量管控的難度,因此對(duì)產(chǎn)品制造的過程管控提出了更高的要求[2]。
21世紀(jì)以后隨著我國經(jīng)濟(jì)的發(fā)展,生活水平的顯著提高,人們的需求發(fā)生了重大變化,消費(fèi)者的需求趨向多樣化,追求個(gè)性化,特色化,形成不同的需求,市場(chǎng)必須提供不同種類的產(chǎn)品來滿足消費(fèi)者,因此新的特色產(chǎn)品和服務(wù)持續(xù)更新迭代,企業(yè)必須根據(jù)市場(chǎng)需求研發(fā)新的產(chǎn)品,更新生產(chǎn)模式,高效地、快速地、生產(chǎn)出客戶所需個(gè)性化產(chǎn)品[1]。為了贏得市場(chǎng)需求、贏得用戶認(rèn)同就必須改變傳統(tǒng)的大批量生產(chǎn)方式,使之轉(zhuǎn)變?yōu)殪`活多變的,柔性的小批量多品種的生產(chǎn)模式,因此多品種小批量的生產(chǎn)模式也就慢慢的受到各類企業(yè)的采用。截止目前,全世界這種模式生產(chǎn)的企業(yè)大約能有60%以上,更甚者在我國的機(jī)械制造業(yè),這一比例能達(dá)到75%以上。據(jù)不完全統(tǒng)計(jì),美國、日本等發(fā)達(dá)國家的制造業(yè)中,采用多品種小批量生產(chǎn)模式的比例約在85%左右,國際上的加工制造業(yè)中采用多品種、小批量生產(chǎn)模式的比例要多于日,德,美等發(fā)達(dá)國家。企業(yè)要采用這種多品種小批量的生產(chǎn)模式,必不可少的需要釆用柔性化生產(chǎn)線,快速,靈活的響應(yīng)市場(chǎng)需求的不斷變化,因此柔性制造模式將更能進(jìn)一不步滿足現(xiàn)代制造業(yè)這一需求。伴隨產(chǎn)品種類的不斷增多,生產(chǎn)線將改變的更加復(fù)雜,必然會(huì)對(duì)產(chǎn)品的質(zhì)量管控要求變得更加復(fù)雜,相應(yīng)的增加了質(zhì)量管控的難度,因此對(duì)產(chǎn)品制造的過程管控提出了更高的要求[2]。
1.2 國內(nèi)外研究現(xiàn)狀
近年來,國內(nèi)外許多學(xué)者從不同維度研究了多品種小批量生產(chǎn)模式下的質(zhì)量管理,和控制,采用了不同的管控方法。如依據(jù)零件族聚類原理,研究質(zhì)量特征值轉(zhuǎn)換準(zhǔn)則,提出基于零件族歷史數(shù)據(jù)的工序質(zhì)量控制策略[3-5];通過分析現(xiàn)有數(shù)據(jù)轉(zhuǎn)換方法,建立基于結(jié)構(gòu)相似的零件族,充分利用歷史加工數(shù)據(jù)建立動(dòng)態(tài)控制圖,提高了檢測(cè)的時(shí)效性,可以及時(shí)發(fā)現(xiàn)制造過程中的異常波動(dòng),做出相應(yīng)的調(diào)整,有利于產(chǎn)品質(zhì)量的提高[6-7]。或者構(gòu)建了Bootstrap過程能力指數(shù)的置信區(qū)間以及Bootstrap控制圖來實(shí)現(xiàn)上述目的。
1.2.1 國內(nèi)研究現(xiàn)狀
在產(chǎn)品生產(chǎn)的過程質(zhì)量管理方面,有不少學(xué)者進(jìn)行了相關(guān)的研究并提出一系列管理方法與控制措施。其中余忠華教授提出了工序質(zhì)量控制的理念,首先分析了多品種小批量產(chǎn)品生產(chǎn)的特點(diǎn),發(fā)現(xiàn)雖然不同產(chǎn)品在加工過程中影響質(zhì)量的因素有很多,且非常復(fù)雜,但是僅對(duì)制造工序而言,每個(gè)工序所處的環(huán)境是基本固定的,意味著影響工序產(chǎn)品的質(zhì)量的因素也相對(duì)穩(wěn)定,他就大膽的提出針對(duì)多品種小批量的質(zhì)量管理是否可將重點(diǎn)放到工序上,這樣便能有效解決多品種小批量生產(chǎn)過程質(zhì)量影響因素不統(tǒng)一的問題,并從理論上驗(yàn)證了其操作的可行性。范文貴等認(rèn)為多品種小批量生產(chǎn)模式下很難獲取足夠的數(shù)據(jù)而使得很難使用控制圖進(jìn)行監(jiān)控。王衛(wèi)東主要描述了工序質(zhì)量控制一些定義與概念。吳小勇針對(duì)控制圖制作樣本數(shù)據(jù)不足問題提出了運(yùn)用成組技術(shù)的方法,通過將很多相似工序組成相應(yīng)的成組工序,這樣可以解決數(shù)據(jù)不足的問題,為小批量生產(chǎn)模式下的質(zhì)量控制建立了一個(gè)質(zhì)量管理體系,但是畢竟各企業(yè)產(chǎn)品不同,質(zhì)量控制要求也不同,因此該體系很難推廣應(yīng)用。還有很多學(xué)者從控制圖方面進(jìn)行研究,對(duì)多品種小批量質(zhì)量控制提岀具體的管控方法,如單值控制圖;通用控制;Z-MR控制圖,VSI-Q控制圖;以及針對(duì)短生命周期的Q控制圖;趙文波提出了公差百分?jǐn)?shù)控制圖運(yùn)用在成組管控控制中。
2 相關(guān)理論綜述
2.1 全面質(zhì)量管理
全面質(zhì)量管理是一種現(xiàn)代流行的質(zhì)量管理理論,起源于19世紀(jì)30年代的美國。主要描述在質(zhì)量管理過程中各方面的影響,以及相應(yīng)的管控措施[9-11]。該理論經(jīng)過多年的應(yīng)用和發(fā)展,在新世紀(jì)的質(zhì)量管理工作中也是非常流行。該方法特別強(qiáng)調(diào)事前控制,區(qū)別于一般的質(zhì)量控制方法事后檢查。全面質(zhì)量管控特別適用于K集團(tuán)的多品質(zhì)小批量的質(zhì)量管控要求,可以在前期就預(yù)防質(zhì)量問題的發(fā)生。
全面質(zhì)量管理立足于統(tǒng)計(jì)方法,并結(jié)合實(shí)際情況來完成相應(yīng)的質(zhì)量控制。致力于持續(xù)滿足客戶的要求,以提高質(zhì)量為關(guān)注重點(diǎn)。通過不斷的改善質(zhì)量來提高客戶滿意度,并受益于組織成員和社會(huì)。
國際標(biāo)準(zhǔn)化組織對(duì)全面質(zhì)量管理的定義是:一個(gè)以質(zhì)量為中心的組織機(jī)構(gòu),以全員參與為基礎(chǔ),以顧客滿意和本組織機(jī)構(gòu)的所有成員及來自社會(huì)受益為目的。從而使管理方法達(dá)到長(zhǎng)期成功。具體來說,全面質(zhì)量管理應(yīng)該具有以下定義:
(1) 持續(xù)關(guān)注客戶,以客戶為中心,并提高其滿意度 (2) 堅(jiān)持持續(xù)不斷改進(jìn) (3) 堅(jiān)持過程的改進(jìn) (4) 監(jiān)控和測(cè)量參與,必要授權(quán) 。
2.2 戴明環(huán)PDCA
PDCA戴明環(huán)是一種優(yōu)秀的管理理念,也可以說是一種管理哲學(xué)[12-14]。堅(jiān)持運(yùn)用這種管理理念會(huì)讓質(zhì)量越做越好。
戴明環(huán)PDCA分為四個(gè)階段。P階段表示策劃階段。主要是依據(jù)客戶的需求,制定內(nèi)部的目標(biāo)。D階段表示執(zhí)行階段。主要是根據(jù)策劃階段制定的目標(biāo),過程,方法規(guī)劃具體的執(zhí)行方案,并組織相關(guān)人員進(jìn)行作業(yè),已達(dá)到策劃的預(yù)期目標(biāo)。C階段表示檢查階段。主要將策劃階段設(shè)定的目標(biāo)同執(zhí)行階段輸出的結(jié)果進(jìn)行比對(duì),確認(rèn)是否滿足需求。A階段表示改進(jìn)階段。A階段分為2個(gè)方面,一個(gè)方面是對(duì)前面各階段的工作進(jìn)行復(fù)盤,尤其是針對(duì)發(fā)現(xiàn)的問題要進(jìn)行總結(jié)、評(píng)審、并改善。另一個(gè)方面是標(biāo)準(zhǔn)化,將前面工作做的好的地方用文件固定下來,并同相關(guān)人員進(jìn)行培訓(xùn)。
2.2.1 PDCA四個(gè)階段和八個(gè)步驟
第一階段是P階段,也就是策劃階段,策劃階段分為四個(gè)步驟,分別是:
(1)分析現(xiàn)狀,找出問題
任何的分析都是建立在事實(shí)的基礎(chǔ)上的。找到事實(shí)的最好的方法就是對(duì)現(xiàn)狀進(jìn)行分析。找出問題是解決問題的前提。問題都沒有聚焦,根本不可能解決問題,找出問題就是為怎樣走在質(zhì)量提高的道路上指明了方向。
(2)設(shè)定目標(biāo),分析原因
明確了需要解決的問題后,需要設(shè)定解決問題的目標(biāo)。目標(biāo)的設(shè)定需要考慮相關(guān)方的需求,并且目標(biāo)的設(shè)定還要滿足SMART原則。也就是目標(biāo)要具體、可測(cè)量、能實(shí)現(xiàn)、具有實(shí)際意義、有期限。
(3)確定主要原因
問題發(fā)生的可能性原因有很多,對(duì)問題發(fā)生的貢獻(xiàn)度小的原因也有很多。按照二八理論,我們只需要抓住20%的原因,就可以解決80%的問題。所以這20%的原因就是我們要找的主要原因。主要原因找到了,問題基本上也就解決一半了,剩余的就是怎么制定改善措施了。
(4)制定改進(jìn)計(jì)劃
改進(jìn)計(jì)劃的制定需要考慮實(shí)際的情況,如資源是否滿足。在制定計(jì)劃的時(shí)候,通常考慮的是理論數(shù)據(jù)是否滿足,還有如何執(zhí)行,如何監(jiān)控,會(huì)出現(xiàn)什么類型的風(fēng)險(xiǎn),出現(xiàn)異常應(yīng)該采取什么措施,都需要在計(jì)劃時(shí)考慮仔細(xì)。
3 K集團(tuán)多品種小批量零件生產(chǎn)質(zhì)量管理現(xiàn)狀及問題分析..................................13
3.1 K集團(tuán)概述......................................13
3.2 K集團(tuán)零件及其特點(diǎn)..........................14
4 K集團(tuán)多品種小批量零件生產(chǎn)質(zhì)量管理提升對(duì)策及建議....................................27
4.1 改進(jìn)目標(biāo)和原則......................................27
4.1.1 改進(jìn)目標(biāo).........................................27
4.1.2 改進(jìn)原則........................................27
5 K集團(tuán)多品種小批量零件生產(chǎn)質(zhì)量管理提升對(duì)策及建議實(shí)施保障措施............41
5.1 監(jiān)控考核和激勵(lì)................................41
5.2 建立技能培訓(xùn)計(jì)劃..................................42
5 K集團(tuán)多品種小批量零件生產(chǎn)質(zhì)量管理提升對(duì)策及建議實(shí)施保障措施
5.1 監(jiān)控考核和激勵(lì)
對(duì)第四章制定的改進(jìn)措施制定相應(yīng)的考核指標(biāo)以及相應(yīng)的考核方式。 考核時(shí)要做到公平,公開,公正。考核標(biāo)準(zhǔn)要一致。要在被考核前對(duì)員工進(jìn)行通報(bào),并得到員工的認(rèn)可。考核時(shí)需要被考核人員確認(rèn)失分項(xiàng)目,做到理解一致。且讓被考核人員能夠清楚的知道自己錯(cuò)誤的什么地方。考核完成后需要將考核結(jié)果對(duì)員工進(jìn)行通報(bào),讓員工知道誰做的好,誰做的差。避免員工產(chǎn)生誤會(huì),影響員工的積極性。
激勵(lì)措施也要及時(shí)跟上。激勵(lì)措施要能夠提高員工的積極性、發(fā)揮員工的主動(dòng)性。人員是完成一件事情的關(guān)鍵因素,當(dāng)充分發(fā)揮員工的積極性和主動(dòng)性后,事情就已經(jīng)成功了一半了。
下表是對(duì)第四章制定的改進(jìn)措施的監(jiān)控方案。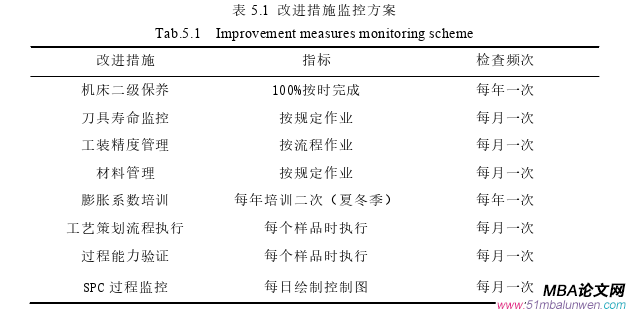 6 結(jié)論
6 結(jié)論
本論文K集團(tuán)多品種小批量零件生產(chǎn)質(zhì)量管理研究是基于K集團(tuán)現(xiàn)場(chǎng)實(shí)際質(zhì)量管理需求,對(duì)多品種小批量精密機(jī)械加工生產(chǎn)過程中的質(zhì)量控制方法進(jìn)行了深入研究。21世紀(jì)隨著經(jīng)濟(jì)、社會(huì)飛速發(fā)展,大批量單一品種慢慢的不符合時(shí)代的需求。而個(gè)性化,定制化逐漸進(jìn)入人們的生活。企業(yè)為快速適應(yīng)這種外部環(huán)境的變化,多品種小批量的生產(chǎn)模式逐漸進(jìn)入企業(yè)內(nèi)部。新的生產(chǎn)模式的改變必然帶來新的質(zhì)量控制方法,傳統(tǒng)的SPC管控方法適用于大批量生產(chǎn)。如用于多品種小批量模式會(huì)面臨樣本數(shù)據(jù)不足,本文參考前人研究成果,結(jié)合企業(yè)內(nèi)部實(shí)際質(zhì)量控制情況,提出相應(yīng)的管理方法。
本文所得對(duì)結(jié)論主要為:首先運(yùn)用QC七大工具,分析了目前存在問題的主要缺陷。其次采用魚骨圖的方法對(duì)主要缺陷進(jìn)行了分析,找出了根本原因。再次從人、機(jī)、料、法、環(huán)五個(gè)維度考慮了改進(jìn)方案。并重點(diǎn)采用了統(tǒng)計(jì)技術(shù)對(duì)過程進(jìn)行數(shù)據(jù)化分析。使用西格瑪對(duì)不同過程偏差進(jìn)行分析,使用F檢驗(yàn)法判定不同過程之間的偏差是否一致,使用CPK指數(shù)來判定過程能力是否充分,之后使用SPC控制圖對(duì)過程是否穩(wěn)定進(jìn)行監(jiān)控。最后通過人員流程和制度方面的完善,如質(zhì)量意識(shí)建立、技能培訓(xùn)、異常響應(yīng)流程來保障改進(jìn)措施持續(xù)有效進(jìn)行。
本文提到的上述管控方式可以對(duì)K集團(tuán)多品種小批量生產(chǎn)質(zhì)量管理起到很大的幫助。但還是有很多不足方面,在管控產(chǎn)品的生產(chǎn)質(zhì)量方面還有很多的特性沒有考慮進(jìn)行,如零件的變形同加工參數(shù)之間的關(guān)系。在企業(yè)內(nèi)部質(zhì)量管理方面還有很多的過程管理沒有考慮清晰,如各職能部門之間的過程方法管理。上述不足之處還有待下次進(jìn)一步改善。
參考文獻(xiàn)(略)
1 緒論
1.1 研究背景
制造業(yè)是我國經(jīng)濟(jì)的重要產(chǎn)業(yè),是國家繁榮富強(qiáng)的基礎(chǔ)。沒有強(qiáng)大的制造業(yè)就不可能有高速發(fā)展的國民經(jīng)濟(jì)。現(xiàn)代制造業(yè)的發(fā)展主要經(jīng)歷了下面幾個(gè)階段:首先是結(jié)合電氣化、標(biāo)準(zhǔn)化流水線技術(shù)開創(chuàng)的自動(dòng)化制造技術(shù),該技術(shù)帶來了批量的產(chǎn)品生產(chǎn)方法,即所謂的大批量。自動(dòng)化技術(shù)的繁榮主要是當(dāng)時(shí)的市場(chǎng)中大量缺乏相應(yīng)的產(chǎn)品,人們對(duì)產(chǎn)品對(duì)個(gè)性化要求不高,或者基本沒有。然后是以數(shù)控制造技術(shù)為核心的集成制造技術(shù), 之后是以信息技術(shù)為核心的柔性制造技術(shù)和以虛擬技術(shù)為核心的數(shù)字化制造技術(shù)。
1.2 國內(nèi)外研究現(xiàn)狀
近年來,國內(nèi)外許多學(xué)者從不同維度研究了多品種小批量生產(chǎn)模式下的質(zhì)量管理,和控制,采用了不同的管控方法。如依據(jù)零件族聚類原理,研究質(zhì)量特征值轉(zhuǎn)換準(zhǔn)則,提出基于零件族歷史數(shù)據(jù)的工序質(zhì)量控制策略[3-5];通過分析現(xiàn)有數(shù)據(jù)轉(zhuǎn)換方法,建立基于結(jié)構(gòu)相似的零件族,充分利用歷史加工數(shù)據(jù)建立動(dòng)態(tài)控制圖,提高了檢測(cè)的時(shí)效性,可以及時(shí)發(fā)現(xiàn)制造過程中的異常波動(dòng),做出相應(yīng)的調(diào)整,有利于產(chǎn)品質(zhì)量的提高[6-7]。或者構(gòu)建了Bootstrap過程能力指數(shù)的置信區(qū)間以及Bootstrap控制圖來實(shí)現(xiàn)上述目的。
1.2.1 國內(nèi)研究現(xiàn)狀
在產(chǎn)品生產(chǎn)的過程質(zhì)量管理方面,有不少學(xué)者進(jìn)行了相關(guān)的研究并提出一系列管理方法與控制措施。其中余忠華教授提出了工序質(zhì)量控制的理念,首先分析了多品種小批量產(chǎn)品生產(chǎn)的特點(diǎn),發(fā)現(xiàn)雖然不同產(chǎn)品在加工過程中影響質(zhì)量的因素有很多,且非常復(fù)雜,但是僅對(duì)制造工序而言,每個(gè)工序所處的環(huán)境是基本固定的,意味著影響工序產(chǎn)品的質(zhì)量的因素也相對(duì)穩(wěn)定,他就大膽的提出針對(duì)多品種小批量的質(zhì)量管理是否可將重點(diǎn)放到工序上,這樣便能有效解決多品種小批量生產(chǎn)過程質(zhì)量影響因素不統(tǒng)一的問題,并從理論上驗(yàn)證了其操作的可行性。范文貴等認(rèn)為多品種小批量生產(chǎn)模式下很難獲取足夠的數(shù)據(jù)而使得很難使用控制圖進(jìn)行監(jiān)控。王衛(wèi)東主要描述了工序質(zhì)量控制一些定義與概念。吳小勇針對(duì)控制圖制作樣本數(shù)據(jù)不足問題提出了運(yùn)用成組技術(shù)的方法,通過將很多相似工序組成相應(yīng)的成組工序,這樣可以解決數(shù)據(jù)不足的問題,為小批量生產(chǎn)模式下的質(zhì)量控制建立了一個(gè)質(zhì)量管理體系,但是畢竟各企業(yè)產(chǎn)品不同,質(zhì)量控制要求也不同,因此該體系很難推廣應(yīng)用。還有很多學(xué)者從控制圖方面進(jìn)行研究,對(duì)多品種小批量質(zhì)量控制提岀具體的管控方法,如單值控制圖;通用控制;Z-MR控制圖,VSI-Q控制圖;以及針對(duì)短生命周期的Q控制圖;趙文波提出了公差百分?jǐn)?shù)控制圖運(yùn)用在成組管控控制中。
2 相關(guān)理論綜述
2.1 全面質(zhì)量管理
全面質(zhì)量管理是一種現(xiàn)代流行的質(zhì)量管理理論,起源于19世紀(jì)30年代的美國。主要描述在質(zhì)量管理過程中各方面的影響,以及相應(yīng)的管控措施[9-11]。該理論經(jīng)過多年的應(yīng)用和發(fā)展,在新世紀(jì)的質(zhì)量管理工作中也是非常流行。該方法特別強(qiáng)調(diào)事前控制,區(qū)別于一般的質(zhì)量控制方法事后檢查。全面質(zhì)量管控特別適用于K集團(tuán)的多品質(zhì)小批量的質(zhì)量管控要求,可以在前期就預(yù)防質(zhì)量問題的發(fā)生。
全面質(zhì)量管理立足于統(tǒng)計(jì)方法,并結(jié)合實(shí)際情況來完成相應(yīng)的質(zhì)量控制。致力于持續(xù)滿足客戶的要求,以提高質(zhì)量為關(guān)注重點(diǎn)。通過不斷的改善質(zhì)量來提高客戶滿意度,并受益于組織成員和社會(huì)。
國際標(biāo)準(zhǔn)化組織對(duì)全面質(zhì)量管理的定義是:一個(gè)以質(zhì)量為中心的組織機(jī)構(gòu),以全員參與為基礎(chǔ),以顧客滿意和本組織機(jī)構(gòu)的所有成員及來自社會(huì)受益為目的。從而使管理方法達(dá)到長(zhǎng)期成功。具體來說,全面質(zhì)量管理應(yīng)該具有以下定義:
(1) 持續(xù)關(guān)注客戶,以客戶為中心,并提高其滿意度 (2) 堅(jiān)持持續(xù)不斷改進(jìn) (3) 堅(jiān)持過程的改進(jìn) (4) 監(jiān)控和測(cè)量參與,必要授權(quán) 。
2.2 戴明環(huán)PDCA
PDCA戴明環(huán)是一種優(yōu)秀的管理理念,也可以說是一種管理哲學(xué)[12-14]。堅(jiān)持運(yùn)用這種管理理念會(huì)讓質(zhì)量越做越好。
戴明環(huán)PDCA分為四個(gè)階段。P階段表示策劃階段。主要是依據(jù)客戶的需求,制定內(nèi)部的目標(biāo)。D階段表示執(zhí)行階段。主要是根據(jù)策劃階段制定的目標(biāo),過程,方法規(guī)劃具體的執(zhí)行方案,并組織相關(guān)人員進(jìn)行作業(yè),已達(dá)到策劃的預(yù)期目標(biāo)。C階段表示檢查階段。主要將策劃階段設(shè)定的目標(biāo)同執(zhí)行階段輸出的結(jié)果進(jìn)行比對(duì),確認(rèn)是否滿足需求。A階段表示改進(jìn)階段。A階段分為2個(gè)方面,一個(gè)方面是對(duì)前面各階段的工作進(jìn)行復(fù)盤,尤其是針對(duì)發(fā)現(xiàn)的問題要進(jìn)行總結(jié)、評(píng)審、并改善。另一個(gè)方面是標(biāo)準(zhǔn)化,將前面工作做的好的地方用文件固定下來,并同相關(guān)人員進(jìn)行培訓(xùn)。
2.2.1 PDCA四個(gè)階段和八個(gè)步驟
第一階段是P階段,也就是策劃階段,策劃階段分為四個(gè)步驟,分別是:
(1)分析現(xiàn)狀,找出問題
任何的分析都是建立在事實(shí)的基礎(chǔ)上的。找到事實(shí)的最好的方法就是對(duì)現(xiàn)狀進(jìn)行分析。找出問題是解決問題的前提。問題都沒有聚焦,根本不可能解決問題,找出問題就是為怎樣走在質(zhì)量提高的道路上指明了方向。
(2)設(shè)定目標(biāo),分析原因
明確了需要解決的問題后,需要設(shè)定解決問題的目標(biāo)。目標(biāo)的設(shè)定需要考慮相關(guān)方的需求,并且目標(biāo)的設(shè)定還要滿足SMART原則。也就是目標(biāo)要具體、可測(cè)量、能實(shí)現(xiàn)、具有實(shí)際意義、有期限。
(3)確定主要原因
問題發(fā)生的可能性原因有很多,對(duì)問題發(fā)生的貢獻(xiàn)度小的原因也有很多。按照二八理論,我們只需要抓住20%的原因,就可以解決80%的問題。所以這20%的原因就是我們要找的主要原因。主要原因找到了,問題基本上也就解決一半了,剩余的就是怎么制定改善措施了。
(4)制定改進(jìn)計(jì)劃
改進(jìn)計(jì)劃的制定需要考慮實(shí)際的情況,如資源是否滿足。在制定計(jì)劃的時(shí)候,通常考慮的是理論數(shù)據(jù)是否滿足,還有如何執(zhí)行,如何監(jiān)控,會(huì)出現(xiàn)什么類型的風(fēng)險(xiǎn),出現(xiàn)異常應(yīng)該采取什么措施,都需要在計(jì)劃時(shí)考慮仔細(xì)。
3 K集團(tuán)多品種小批量零件生產(chǎn)質(zhì)量管理現(xiàn)狀及問題分析..................................13
3.1 K集團(tuán)概述......................................13
3.2 K集團(tuán)零件及其特點(diǎn)..........................14
4 K集團(tuán)多品種小批量零件生產(chǎn)質(zhì)量管理提升對(duì)策及建議....................................27
4.1 改進(jìn)目標(biāo)和原則......................................27
4.1.1 改進(jìn)目標(biāo).........................................27
4.1.2 改進(jìn)原則........................................27
5 K集團(tuán)多品種小批量零件生產(chǎn)質(zhì)量管理提升對(duì)策及建議實(shí)施保障措施............41
5.1 監(jiān)控考核和激勵(lì)................................41
5.2 建立技能培訓(xùn)計(jì)劃..................................42
5 K集團(tuán)多品種小批量零件生產(chǎn)質(zhì)量管理提升對(duì)策及建議實(shí)施保障措施
5.1 監(jiān)控考核和激勵(lì)
對(duì)第四章制定的改進(jìn)措施制定相應(yīng)的考核指標(biāo)以及相應(yīng)的考核方式。 考核時(shí)要做到公平,公開,公正。考核標(biāo)準(zhǔn)要一致。要在被考核前對(duì)員工進(jìn)行通報(bào),并得到員工的認(rèn)可。考核時(shí)需要被考核人員確認(rèn)失分項(xiàng)目,做到理解一致。且讓被考核人員能夠清楚的知道自己錯(cuò)誤的什么地方。考核完成后需要將考核結(jié)果對(duì)員工進(jìn)行通報(bào),讓員工知道誰做的好,誰做的差。避免員工產(chǎn)生誤會(huì),影響員工的積極性。
激勵(lì)措施也要及時(shí)跟上。激勵(lì)措施要能夠提高員工的積極性、發(fā)揮員工的主動(dòng)性。人員是完成一件事情的關(guān)鍵因素,當(dāng)充分發(fā)揮員工的積極性和主動(dòng)性后,事情就已經(jīng)成功了一半了。
下表是對(duì)第四章制定的改進(jìn)措施的監(jiān)控方案。
本論文K集團(tuán)多品種小批量零件生產(chǎn)質(zhì)量管理研究是基于K集團(tuán)現(xiàn)場(chǎng)實(shí)際質(zhì)量管理需求,對(duì)多品種小批量精密機(jī)械加工生產(chǎn)過程中的質(zhì)量控制方法進(jìn)行了深入研究。21世紀(jì)隨著經(jīng)濟(jì)、社會(huì)飛速發(fā)展,大批量單一品種慢慢的不符合時(shí)代的需求。而個(gè)性化,定制化逐漸進(jìn)入人們的生活。企業(yè)為快速適應(yīng)這種外部環(huán)境的變化,多品種小批量的生產(chǎn)模式逐漸進(jìn)入企業(yè)內(nèi)部。新的生產(chǎn)模式的改變必然帶來新的質(zhì)量控制方法,傳統(tǒng)的SPC管控方法適用于大批量生產(chǎn)。如用于多品種小批量模式會(huì)面臨樣本數(shù)據(jù)不足,本文參考前人研究成果,結(jié)合企業(yè)內(nèi)部實(shí)際質(zhì)量控制情況,提出相應(yīng)的管理方法。
本文所得對(duì)結(jié)論主要為:首先運(yùn)用QC七大工具,分析了目前存在問題的主要缺陷。其次采用魚骨圖的方法對(duì)主要缺陷進(jìn)行了分析,找出了根本原因。再次從人、機(jī)、料、法、環(huán)五個(gè)維度考慮了改進(jìn)方案。并重點(diǎn)采用了統(tǒng)計(jì)技術(shù)對(duì)過程進(jìn)行數(shù)據(jù)化分析。使用西格瑪對(duì)不同過程偏差進(jìn)行分析,使用F檢驗(yàn)法判定不同過程之間的偏差是否一致,使用CPK指數(shù)來判定過程能力是否充分,之后使用SPC控制圖對(duì)過程是否穩(wěn)定進(jìn)行監(jiān)控。最后通過人員流程和制度方面的完善,如質(zhì)量意識(shí)建立、技能培訓(xùn)、異常響應(yīng)流程來保障改進(jìn)措施持續(xù)有效進(jìn)行。
本文提到的上述管控方式可以對(duì)K集團(tuán)多品種小批量生產(chǎn)質(zhì)量管理起到很大的幫助。但還是有很多不足方面,在管控產(chǎn)品的生產(chǎn)質(zhì)量方面還有很多的特性沒有考慮進(jìn)行,如零件的變形同加工參數(shù)之間的關(guān)系。在企業(yè)內(nèi)部質(zhì)量管理方面還有很多的過程管理沒有考慮清晰,如各職能部門之間的過程方法管理。上述不足之處還有待下次進(jìn)一步改善。
參考文獻(xiàn)(略)
相關(guān)閱讀
- 供電作業(yè)項(xiàng)目安全生產(chǎn)風(fēng)險(xiǎn)管控系統(tǒng)開發(fā)及后評(píng)價(jià)研究2018-01-28
- 6S生產(chǎn)管理在浙江農(nóng)行的應(yīng)用與提升研究2018-02-01
- LY市甲醛行業(yè)安全生產(chǎn)多元化管理研究2018-02-13
- L公司中層生產(chǎn)管理人員薪酬體系優(yōu)化研究2018-03-07
- DL植物工廠規(guī)模化經(jīng)營生產(chǎn)戰(zhàn)略管理研究2018-03-23
- 美卓礦機(jī)機(jī)械加工件的逆向定價(jià)生產(chǎn)管理研究2018-04-23
- 核電數(shù)字化分布式儀控系統(tǒng)研制進(jìn)度風(fēng)險(xiǎn)管理研究2018-05-02
- 尾砂壩加高工程和加高后安全生產(chǎn)管理措施的研究2018-05-15
- 武漢鐵路局漯河車站行車安全生產(chǎn)管理分析研究2018-05-18
- 軌道交通供電運(yùn)行安全生產(chǎn)管理系統(tǒng)研究與應(yīng)用2018-05-31

表咨詢")