城鄉排水用PVC-U軸向中空壁管熱成型工藝力學模擬思考
本文是一篇決策模擬論文,本文基于研究結果對PVC-U軸向中空壁管熱成型工藝進行了整體優化和設計改進,從而提高了PVC-U軸向中空壁管的生產效率、加工質量和力學性能,最終使得該型管道在城鄉排水領域具有較好的使用性能。
第一章 緒論
1.1 研究背景與意義
1.1.1 研究背景
全球水資源均存在時空分布不均的問題。水資源的短缺制約著各國的經濟發展和居民生活質量。為緩解水資源短缺的問題,自二十世紀六十年代以來,各國在充分開發和利用現存水資源外,還積極的興建了大量的跨流域或跨區域的輸水調水工程[1]。
埋地輸水管網是這些輸水調水工程的基礎設施中的重要組成部分。根據制作材料的不同,埋地輸水管道可分為金屬管道、混凝土管道和塑料管道三大類。其中,塑料管道被廣泛使用在城鄉建設工程、市政工程、工業和農業等領域的給排水設施建設中。相較于鋼材、鑄鐵和混凝土類管道,塑料管道具有質量輕、成本低、連接快捷可靠、耐腐蝕、不銹蝕的特點。同時,塑料管道生產效率高,適合工業化大規模生產,且其生產能耗僅為鋼質管道的1/3~1/4。因此,塑料管道工業近幾十年來在世界范圍內迅速興起,成長為一個具有相當規模的產業[2]。我國的塑料管道總產量位居世界第一,且該產業已經成為國民經濟中的重要組成部分[3]。
根據制作原料的不同,塑料管道可分為聚氯乙烯(PVC)管道、聚丙烯(PP)管道、聚乙烯(PE)管道和ABS(丙烯腈-丁二烯-苯乙烯)管道四大類,其中PVC管道最為常見。PVC管道的生產加工流程為原料混合、擠出成型、冷卻定型、激光切割、牽引下線、擴口加工、檢驗和包裝。PVC管道的制作原料包括PVC樹脂、填充劑、熱穩定劑、潤滑劑和色料。我國是PVC樹脂產能最高的國家,早在1999年國家五部委就出臺了《關于加強創新推動化學建材產業化的若干意見》和《推廣應用化學建材的限制淘汰落后技術產品的管理辦法》等文件,明確強調:推廣應用PVC管道,逐步限制淘汰鍍鋅管材和鑄鐵管。近年相關生產企業也加快了共混和接枝改性聚氯乙烯(PVC-M)管道、雙軸取向(定向)拉伸聚氯乙烯(PVC-O)管道和氯化聚氯乙烯(PVC-C)管道的研發、生產和應用。行業還在積極推動PVC-O管道在熱水、工業和消防管網等工程中的進一步應用[4]。
.......................
1.2 國內外研究現狀
1.2.1 熱穩定劑
PVC具有熱穩定性較差的特點,因此在PVC的加工過程中需要添加熱穩定劑。熱穩定劑能夠抑制PVC在高溫下的熱分解,從而提高PVC的熱穩定性。同時,PVC是世界五大通用塑料之一,國內外對PVC的需求持續增長,導致熱穩定劑的消費量也在不斷增加。因此,低毒、無污染和高效環保成為熱穩定劑如今的發展方向[7-9]。
常見的PVC-U熱穩定劑有鉛鹽類、金屬皂類、有機化合物類、稀土類、有機錫類等[9-11]。其中,鉛鹽類熱穩定劑性能優異,但含有較高的毒性,已被許多國家禁用[12-14]。金屬皂類熱穩定劑毒性小、成本低,但其透明度較差,且存在金屬高溫氧化問題,例如鈣/鋅熱穩定劑存在“鋅燒”的現象——鋅在高溫下氧化放熱,導致管材脆性增大和變色[15,16]。有機化合物類熱穩定劑成本低廉,但對PVC熱穩定時間的提升較小,例如殼聚糖熱穩定劑的靜態熱穩定時間為67min,動態熱穩定時間為23min[17]。鎂鋁類水滑石、十四烷酸插層稀土類水滑石、鈣鑭類水滑石等稀土類熱穩定劑對PVC的熱穩定時間和塑化能力的提升較大,但其合成工藝復雜且生產速率低[18-20]。同時,雖然稀土熱穩定劑具有優異的長期熱穩定性,但其初期的抗變色能力較差且需要和其他試劑復合使用[21]。含氮類有機熱穩定劑高效無毒且熱穩定時間長,但需要額外添加有機溶劑且未實現大規模的應用[22]。
............................
第二章 PVC-U軸向中空壁管的擠出成型研究
2.2 擠出成型試驗
2.2.1 試驗設備
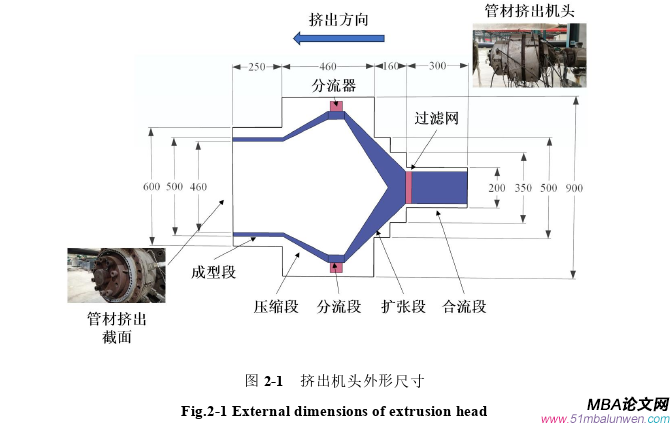
擠出成型試驗采用山東東信塑膠科技有限公司生產的500mm管材擠出生產線。其中,擠出機頭采用直通式擠出機頭。直通式擠出機頭主要由入料口、分流器、分流器支架、調節螺釘、芯模和出口模具組成,機頭的尺寸如圖2-1所示。圖中藍色部分為擠出機頭的內部流道。擠出機頭的內部流道分為合流段、擴張段、分流段、壓縮段和成型段五部分。
決策模擬論文怎么寫
....................
2.3 擠出成型工藝的數值模擬
2.3.1 模型概述
為優化軸向中空壁管的擠出成型工藝,通過ANSYS有限元軟件的workbench平臺建立了管材擠出機頭的CFD數值模型,并利用Fluent軟件對管材擠出成型過程進行了溫度、壓力和速度分析。如圖2-6(a、b、c)所示,通過SpaceClaim軟件對擠出機頭進行等比例建模。模型構建流程如下: (1)通過草圖對擠出機頭的外殼及擠出流道進行平面設計,模型尺寸同圖2-1。 (2)對設計好的平面模型進行旋轉指令,從而構建出擠出機頭的3D模型。 (3)通過體積抽取指令對模型的擠出流道進行建模。
隨后將模型導入Meshing軟件進行網格劃分,如圖2-6(d)所示。網格屬性如表2-2所示,其中擠出流道模型結構較為不規則,因此采用四面體網格劃分。單元數量方面,經過測試,在單元數量為10萬時,出現局部網格畸變,在單元數量為52.5萬時,畸變問題得到解決,單元數量升至102.4萬時,計算結果與52.5萬相近,因此,選用52.5萬單元的劃分方式。網格屬性設置為CFD,單元屬性設置為流體單元,求解器設置為Fluent。
...........................
第三章 PVC-U軸向中空壁管的冷卻定型研究 ....................... 32
3.1 引言 ................................ 32
3.2 冷卻工藝的數值模擬 ...................... 32
第四章 PVC-U軸向中空壁管的擴口加工研究 ..................... 51
4.1 引言 ............................ 51
4.2 擴口加工試驗 ....................... 51
第五章 PVC-U軸向中空壁管的偏角密封性研究 ............................... 65
5.1 引言 ............................ 65
5.2 偏角密封性試驗 ........................... 65
第五章 PVC-U軸向中空壁管的偏角密封性研究
5.2 偏角密封性試驗
5.2.1 試驗設備
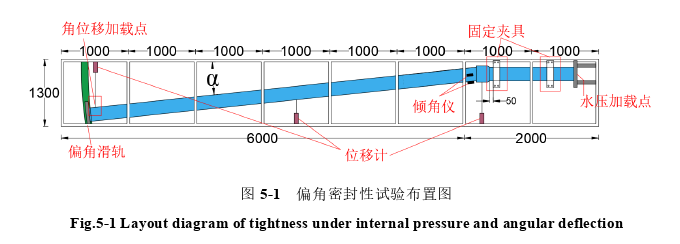
軸向中空壁管偏角密封性試驗的主要試驗設備及管材如下: (1)管材靜液壓試驗機,JJHBT,承德市金建檢測儀器有限公司,精度0.1MPa。 (2)電阻應變片,BE120-3AA-P300,中航電測儀器股份有限公司,靈敏系數2.19±1%。 (3)位移傳感器,YWD-200,江蘇省溧陽市金誠測試儀器廠,精度0.1mm。 (4)工業級電壓雙軸傾角傳感器,LCT620T,無錫詠為傳感科技有限公司,精度0.1°。 (5)動態應變測試分析系統,GHHP-DJ,南京賀普科技有限公司。 (6)熱成型工藝優化后生產的外徑500mm的(SN8)PVC-U軸向中空壁管,山東東信塑膠科技有限公司。
決策模擬論文參考
..............................
第六章 結論與展望
6.1 結論
本文通過試驗研究和數值模擬的方法,對外徑500mm的(SN8)PVC-U軸向中空壁管的擠出成型工藝、冷卻定型工藝、擴口加工工藝和偏角密封性進行了力學模擬和研究。基于研究結果對PVC-U軸向中空壁管熱成型工藝進行了整體優化和設計改進,從而提高了PVC-U軸向中空壁管的生產效率、加工質量和力學性能,最終使得該型管道在城鄉排水領域具有較好的使用性能。具有具體結論如下:
(1)合適的擠出溫度是提高管道擠出成型質量的關鍵。對擠出流道內的PVC混配料熔融體進行梯度升溫能夠提高管材的擠出速度和均勻性,并改善管材的擠出壓力分布,從而提高管材生產效率和生產質量。當合流段、擴張段、壓縮段、成型段和出口內芯的設置溫度分別為165、170、175、180和185℃時,管材的擠出速度和擠出均勻性達到最佳水平。對管材的擠出成型工藝進行優化改進后,管道擠出速度較優化前提高了134.2%,且管材的擠出質量趨于穩定。工藝改進后生產的管材的力學性能也得到顯著增強,其屈服強度提升至49.0MPa、彈性模量提升至3137.3MPa、斷裂伸長率提升至85.7%且環剛度提升至9.47kN/m²,各項性能較優化前分別提高了45.0%、5.0%、22.6%、20.5%。
(2)合適的冷卻方式和真空負壓的施加是提高大口徑管道冷卻定型質量的關鍵。噴淋式冷卻具有易于施加真空負壓、能夠控制冷卻水溫和冷卻速率高的優點,最適合大口徑軸向中空壁管的冷卻定型工藝。當冷卻水溫為25℃,冷卻時間為1500s,真空負壓值為-0.09MPa時,管道的冷卻效率高,冷卻定型質量好。對管材的冷卻定型工藝進行優選和改進后,管道的冷卻定型質量穩定、成型管道的內外徑尺寸滿足要求、管道的彎曲度≤0.2%、不圓度≤0.12%、環剛度性能穩定且環柔性良好。
參考文獻(略)

